清河县恒创金属材料科技有限公司专注耐磨焊丝,不锈钢焊丝等焊材产品的生产与研发
全国咨询热线
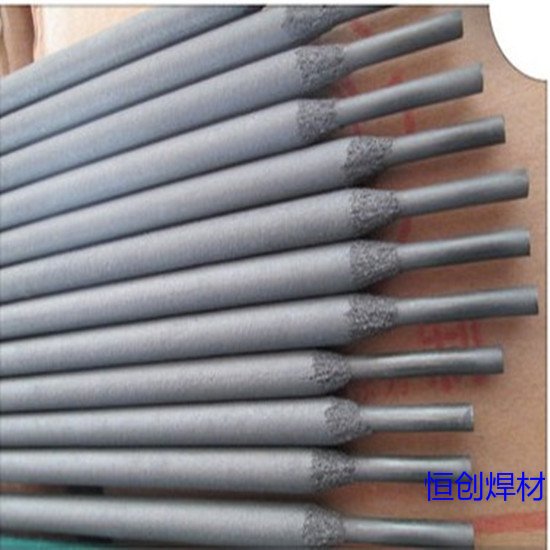
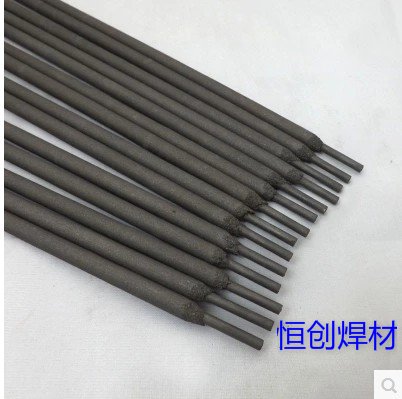
156-3093-0830用途: D517是一种通用性的表面堆焊用焊条,堆焊层比D502更硬、更耐磨,较难加工,用于堆焊碳钢或低合金钢轴、过热蒸汽用阀件、搅拌机桨、螺旋输送机叶片等。
立即咨询说明: D517是低氢钠型药皮的2Cr13型阀门堆焊焊条,采用直流反接。堆焊金属为2Cr13马氏体高铬钢。堆焊层具有空淬特性,一般不需进行热处理,硬度均匀,可在750-800℃退火软化,当加热至950-1000℃空冷或油淬可重新硬化。
用途: D517是一种通用性的表面堆焊用焊条,堆焊层比D502更硬、更耐磨,较难加工,用于堆焊碳钢或低合金钢轴、过热蒸汽用阀件、搅拌机桨、螺旋输送机叶片等。

全国咨询热线:156-3093-0830
传真:0319-5284488
E-mail:1721226682@qq.coom
清河县恒创金属材料科技有限公司
公司地址:河北邢台市北外环,王家嘴工业区
 扫一扫
扫一扫  品牌logo
品牌logo Copyright 不锈钢药芯焊丝 版权所有 备案号:冀ICP备19009848号-1